您好!欢迎来到安平县迪勋丝网制品有限公司官方网站!
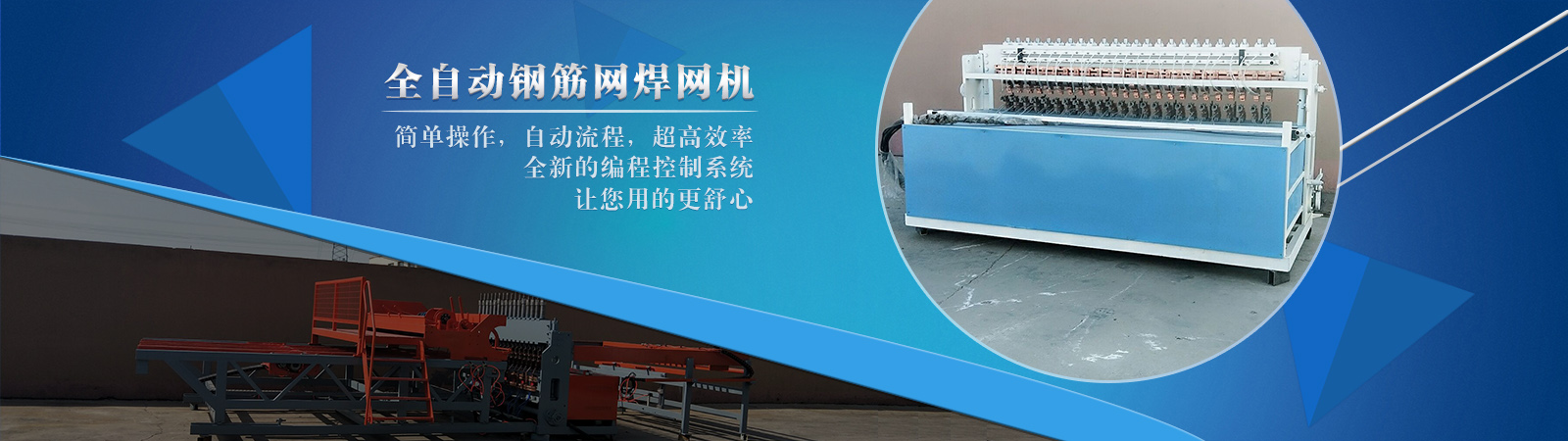
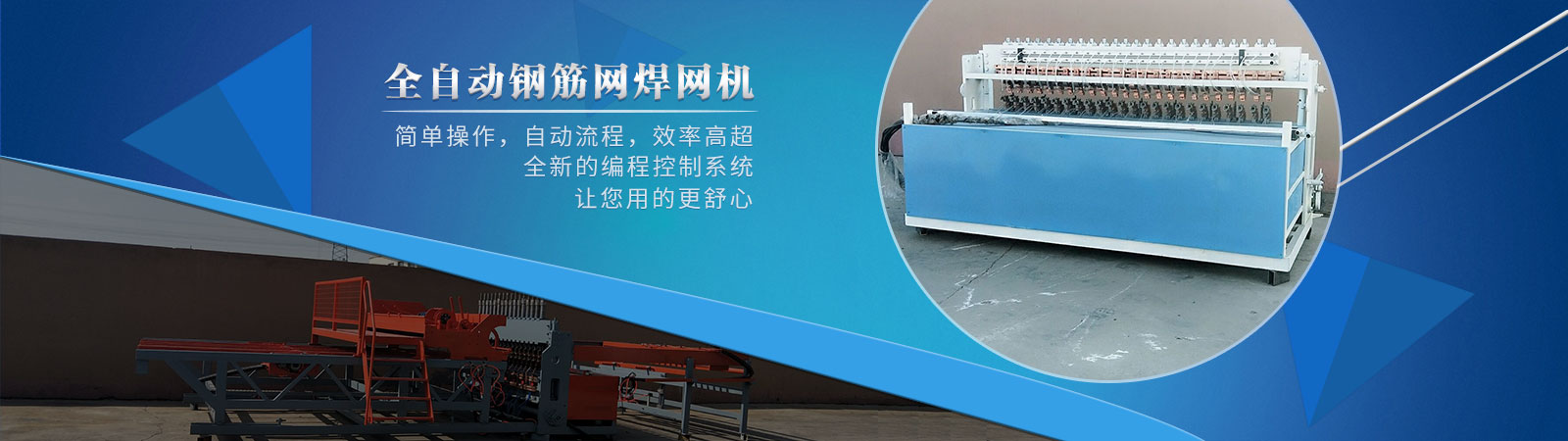
网片机每一组变压器都由单独的微电脑控制,一次加压,屡次焊接,使焊接更可靠,更稳定、更快捷、愈加智能化。采用气动下压的焊接方式,焊接压力平均,焊点结实、稳定,网片机焊接电极头采用优质铬锆铜资料制造,运用寿命长,降低了消费本钱。焊接气缸为专用高速倍增力气缸,压力平均、速度快。

网片机焊接储气安装有空气过滤及油雾器,能够大大进步气动元件的运用寿命。加强设计的变压器(具有专利),能够满足高速连续焊接大号直径钢丝请求,而且没有开焊、漏焊现象。
网片机变压器电极采用循环水冷却方式,延长了运用寿命,降低了毛病率。为了顺应电力变压器的容量和减小电流冲击,焊接电力电子控制采用了一次焊接分控送电的方式,即在焊接同一排纬丝时,将焊接变压器分开工作。
网片机采用PLC编程控制,人性化的操作界面,易于操作及控制。采用PLC控制伺服电机拉网安装,使拉网尺寸愈加规范、精确。网片规风格整采用液晶触摸屏,一切焊接参数、消费数据设定便当、快捷。